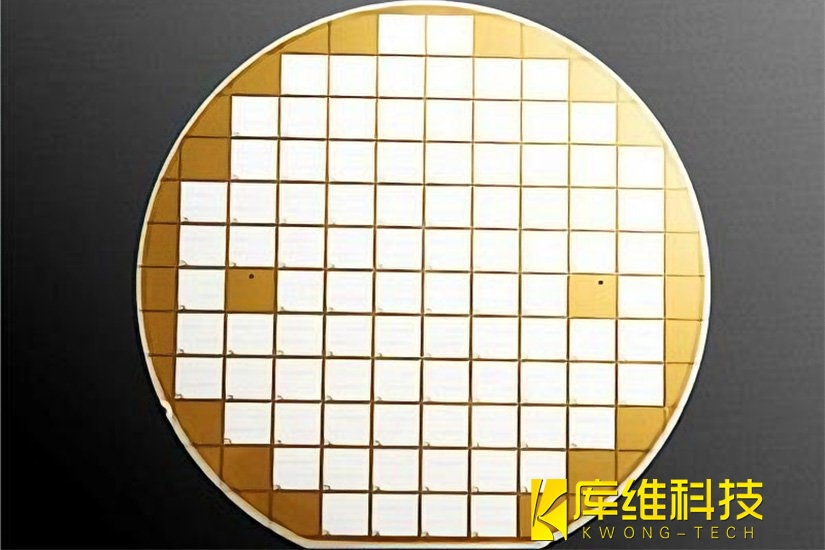
水導激光加工案例之半導體硅晶圓切割
發布日期:2026-05-20 09:27 ????瀏覽量:
如果把芯片制造比作在硅片上建造微型城市,那么劃片就是將這座城市劃分為獨立房屋的“最后一公里”。
硅晶圓切割是芯片制造后道工序的關鍵環節——將整片晶圓分割為獨立芯片,直接決定良率上限。傳統砂輪鋸切雖成本低,但物理接觸帶來機械應力,崩邊、微裂紋難以避免;干式激光切割雖為非接觸式,熱影響區(HAZ)卻常超過10μm,熱應力導致的微裂紋會令芯片漏電流激增30%以上。隨著制程向7nm及以下推進,晶圓更薄、切割道更窄,傳統方法已力不從心。水導激光技術逐漸進入大眾視野。
一、什么是水導激光?
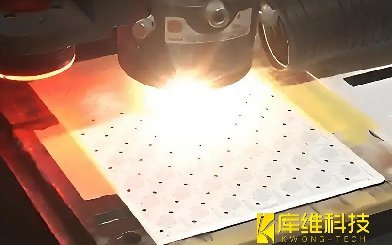
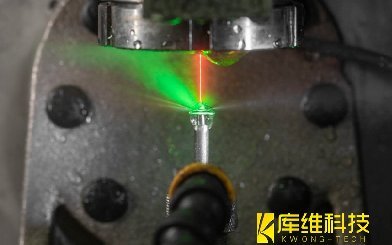
水導激光是一種將高能脈沖激光束與極細的高壓水射流巧妙耦合的顛覆性精密加工技術。其核心原理類似于制造一根“可變長度的液體光纖”:通過特殊設計的噴嘴,將聚焦后的激光以特定角度注入高壓水柱中。由于水與空氣的折射率存在差異,激光在水-氣界面會發生全內反射,從而被完美約束并沿著水射流直線傳導至工件表面。
在半導體硅晶圓加工中,該技術具有顯著優勢:
-
無熱損傷:高速水流瞬間帶走熱量,徹底消除傳統激光加工易產生的熱影響區(HAZ)與微裂紋;
-
切縫極窄:水柱直徑極小(<80μm),材料利用率高,切口垂直無毛刺;
-
自清潔:水流同軸沖刷切縫,無需后續清洗。
二、實戰案例參數
以單晶硅(N型,電阻率10-20Ω·cm)晶圓的劃片與異形切割為例,采用532nm綠光激光(200W功率),脈沖頻率50kHz,核心加工指標如下:
-
切縫寬度30~50μm,遠窄于砂輪鋸切的80μm以上,顯著節省晶圓面積;
-
切割速度較傳統鋸切快7~10倍,薄晶圓上可達200mm/s;
-
熱影響區<5μm,水射流強制對流冷卻速率達10?K/s量級;
-
表面粗糙度Ra≤1.0μm,切縫整齊無毛刺、無碎屑殘留;
-
無崩邊,非接觸加工,水射流機械力<0.1N,徹底消除機械應力損傷。
庫維科技KD700晶圓劃片系統基于上述技術,定位精度±2μm、重復精度±0.5μm,可處理最大300mm晶圓,天然石材基座有效抑制振動,龍門式三軸聯動實現高穩定性加工。
三、商業化落地
水導激光硅晶圓切割已進入半導體產線實戰階段。行業頭部晶圓代工廠7nm先進制程產線采用該技術后,日產能突破10萬片。與傳統砂輪鋸切相比,材料損耗顯著降低——更窄的切縫意味著每片晶圓可多出更多芯片;良品率大幅提升——無崩邊、無微裂紋,芯粒斷裂強度較機械鋸切提高約1.3倍。對于砷化鎵、碳化硅等化合物半導體,水導激光同樣表現優異,切割速度較精密鋸切提升7~10倍。
水導激光以水射流為"光導"和"冷源",將激光的高效去除與水流的即時冷卻、排屑融為一體,近乎零熱影響、無機械應力,讓先進制程下的晶圓切割不再是良率瓶頸,水導激光技術正在重新定義半導體精密加工的天花板。
相關文章
氧化鋁基板切割工藝全解:從材料特性到切割方案選擇
水導激光加工單晶金剛石時,如何選擇最適合的激光參數組合?

切割自動化常見故障排查與解決方案

水導激光加工案例之單晶金剛石(SCD)刀具加工

不同梯度的金屬材料,該如何選擇切割技術?

解密水導激光精密加工:水束光纖的傳導與聚焦機制

水導激光精密加工:晶圓吸附盤外延架微結構加工案例

水導激光加工SiC晶圓支架:一個硬脆材料精密加工的典型案例

水導激光加工案例之氮化硅陶瓷齒輪:突破精密制造的技術革新