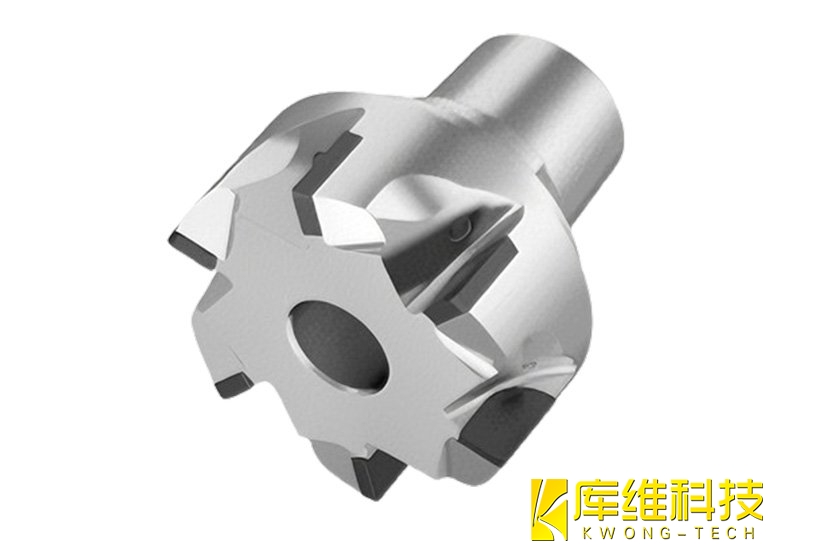
水導激光加工案例之單晶金剛石(SCD)刀具加工
發布日期:2026-05-06 10:02 ????瀏覽量:
單晶金剛石(SCD)刀具堪稱"王者之刃"——它能磨出納米級刃口半徑�����,實現Ra值低至數納米的表面光潔度,是加工精密光學元件����、半導體晶圓�、高端模具的終極工具�。但這把"最硬的刀"本身卻極難加工。金剛石的高硬度(可達10000HV)讓傳統研磨方法效率低下�,且機械研磨容易在刀具表面產生微小溝紋和較厚的加工變質層��,刃口鋸齒度往往達到幾十納米。如何高效��、低損傷地切割和成形SCD刀具坯料����,一直是行業痛點。
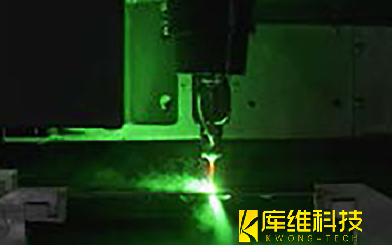
一、水導激光技術
水導激光的核心原理是利用光的全內反射現象。當激光從水射流(折射率約1.33)射向水與空氣的界面時��,若入射角大于臨界角(約48.6°)�����,激光會被牢牢限制在水柱內部傳輸——就像光在光纖中傳播一樣���。水射流因此成為一根"液體光纖"�����,將激光能量精準導向加工區域。
這一過程中���,高壓水同時扮演三重角色:導光介質���、實時冷卻劑和碎屑沖刷工具���。高速水流(可達數十米/秒)帶走加工產生的熱量和熔融物�����,使熱影響區(HAZ)被壓縮到極小水平——通常僅幾微米甚至更少�。這從根本上解決了傳統激光加工熱損傷大的問題,尤其適合碳化硅、金剛石����、藍寶石這類熱敏或硬脆材料�。
二���、為什么水導激光特別適合SCD加工
SCD刀具加工的核心挑戰在于:既要高效去除硬脆材料���,又不能引入熱損傷或微裂紋����。傳統方法各有局限——機械研磨效率與質量難以兼顧,放電加工存在熱影響�����,等離子體刻蝕又難以精確控制��。
水導激光的優勢恰好對癥:
-
熱影響區極?。核淞鞒掷m冷卻��,使熱影響區控制在微米級別,避免金剛石因熱應力產生微裂紋
-
切割質量高:水流的沖刷作用帶走碎屑,切割面光滑���、無掛渣
-
精度可控:通過調整激光功率、掃描速度等參數�����,可精確控制切口寬度和深度
-
非接觸加工:無機械應力�����,不會對脆性的SCD造成額外損傷
三����、SCD刀具的KD700設備加工實測
-
水射流直徑:50 μm
-
激光功率:25-30 W(綠光)
-
MCD切割速度:2.6 mm/min
-
熱影響區:<6 μm
-
邊緣波紋度:<0.5 μm
-
表面粗糙度Ra:<0.3 μm
-
位置精度:±3 μm
-
重復精度:±1 μm
實測效果:刀具刃口銳利度達到5 μm邊緣半徑;一次校準后連續加工20件產品,尺寸穩定�,無需額外設置調整����;幾何公差優于圖紙標稱值�����,達±0.1 mm以內��;切割表面質量可直接免除后續磨削工序�����,大幅縮短了刀具制造周期����。
應用實際價值:
-
省去磨削工序:傳統流程需要切割+粗磨+精磨��,水導激光切割后表面質量即可達交付標準��,簡化了后處理流程。
-
一致性好:±1 μm的重復精度確保批量生產時刀具性能穩定����,避免了人工研磨帶來的離散性��。
-
熱損傷可控:熱影響區<6 μm,遠小于傳統工藝,避免了因熱應力導致的刃口微裂紋��,延長了刀具使用壽命����。
-
適應復雜形狀:通過數控編程��,可實現復雜輪廓的精密切割,靈活應對定制化需求����。
水導激光技術已進入產業化階段����,在半導體晶圓切割����、航空發動機冷卻孔加工�、醫療器械精密制造等領域廣泛應用。對于SCD刀具制造而言����,這項技術正在從"可選項"變成"優選項"�����。
相關文章

不同梯度的金屬材料����,該如何選擇切割技術���?

解密水導激光精密加工:水束光纖的傳導與聚焦機制

水導激光精密加工:晶圓吸附盤外延架微結構加工案例

水導激光加工SiC晶圓支架:一個硬脆材料精密加工的典型案例

水導激光加工案例之氮化硅陶瓷齒輪:突破精密制造的技術革新

水導激光設備加工氧化鋯陶瓷時的150MPa高壓水射流有什么特別之處
半導體自動化切割都包含哪些技術�?
氧化鋯陶瓷加工崩邊率高����?水導激光如何將崩邊率降至0.5%
水導激光加工案例之金剛石散熱片切割