自動化切割設備早已成為工業生產的主力軍����,但設備在長期高負荷運行下難免“生病罷工”,一旦停機���,不僅影響產能,更讓車間主管焦急萬分��。行業數據顯示��,切割設備年均非計劃停機占總運行時間的15%-20%��,其中80%的故障本可通過規范排查提前化解。本文給大家羅列了一些切割自動化常見故障排查與解決方案�。
一����、定位精度異常
表現: 切割尺寸偏差�����、路徑偏移、重復定位不一致���。
可能原因: 導軌絲杠磨損致反向間隙增大�����;編碼器極性錯誤或伺服增益偏小�;工件裝夾松動�。
排查與解決: 千分表測導軌直線度和反向間隙��,超差則更換并重做螺距誤差補償�;編碼器方向與坐標變化不一致則取反極性���;伺服剛性不足適當增大增益�����;吸附平臺定期清孔保真空度��。
二、切割質量下降
表現: 切口粗糙����、毛刺掛渣����、切割不透�、邊緣掉粉�����。
可能原因: 激光或等離子弧的焦點偏高/偏低或鏡片污染后功率衰減�,都會導致穿透力不足�����;輔助氣純度/壓力不達標�,都會導致切面發黃�、掛渣;切割速度過快容易導致切不透,過慢則會讓切縫粗糙寬大���;割嘴/刀片磨損。
排查與解決: 從"光-氣-刀"三要素逐項查。使用調焦儀重新校準焦點位置���;檢查激光器或電源模塊是否老化,必要時更換;排水并更換高純度氣源����;根據板材厚度重新調節氣壓(通常在0.5-0.8MPa)�;參考設備廠商提供的參數表��,針對不同材質和厚度進行功率速度微調�����;割嘴變形或刀片鈍化立即更換。電池極片分切中刀片磨損是掉粉頭號元兇����,建議按切割米數強制換刀��。
三、設備報警停機
表現: 切割中突然停機��、冷卻報警�、碰板報警�、隨動失靈。
可能原因: 冷卻水溫過高或流量不足�����;電容隨動失靈致噴嘴撞板���;程序超程觸限位��。
排查與解決: 先看報警代碼�。"Chiller Alarm"查冷水機濾網和水流���;碰板報警遠離板面時清電容數據重標定,跟隨中報警則增大隨動增益(一般設2-3)�;程序超程用仿真重跑刀路排除過切指令�。
四�����、通訊與程序故障
表現: 系統無法啟動���、程序錯亂��、通訊中斷、黑屏�。
可能原因: 很多時候設備沒壞�,只是急停按鈕沒復位���,或者安全門沒關嚴�����;供電異?��;蚪泳€松動;USB/網線接口松動�,或者電腦接地不良產生靜電干擾�����;PLC/MES協議不匹配;系統文件損壞或參數被誤改����。
排查與解決: 黑屏先拔插顯示器線纜而非換屏�;緊固松動端子���、更換氧化接頭��;協議不匹配則升級或回滾軟件版本��;信號線改用屏蔽線并與大功率設備隔離;異常斷電后按流程關閉器件����,等5分鐘以上再重啟���。檢查并順時針旋起所有急停按鈕��,確保艙門閉合到位;嘗試重啟軟件或整機�;若無效��,可參考備份恢復系統參數,或重新安裝控制軟件。
五���、 無激光、氣體壓力報警
表現:設備無切割光束輸出,或頻繁跳出氣體壓力����、水冷高溫報警。
可能原因:聚焦鏡和保護鏡沾滿粉塵或炸裂,會導致光束散射甚至燒毀切割頭�����;空壓機濾芯失效�、氣管打折或被灰塵堵塞,會導致供氣壓力異常;水溫超過42℃會觸發熱保護����。通常是散熱風扇被灰塵堵死或冷卻液變質�����。
排查與解決:每日開工前用無水乙醇和專用擦鏡紙清潔鏡片,發現破損立刻更換;定期排放空壓機積水,清理或更換濾芯�,理順氣管接頭���;清洗水冷機濾網�����,更換去離子水或專用冷卻液���。
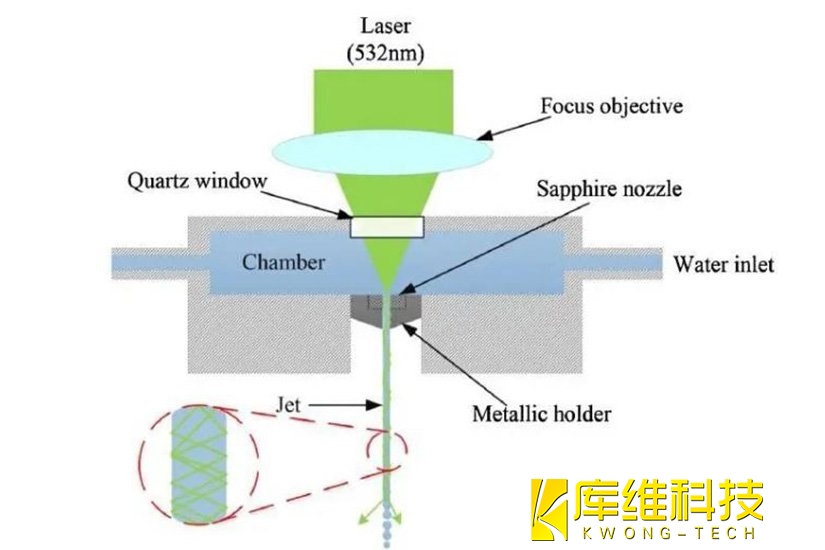
六�����、水導激光特有故障
表現: 水束流中斷、耦合效率下降、切口不規則����。
可能原因: 水路堵塞或噴嘴磨損�;激光與水束同步失調��;水質變差����。
排查與解決: 先查水路——檢查噴嘴和管路有無堵塞泄漏�����;激光功率正常但效率低,多半耦合問題;校準激光與水射流同步時間;每周過濾水介質,兩月更換循環水�。水導激光對環境極度敏感�����,車間溫度控在20±3℃,濕度40%-60%是底線�����。